
ERP Best Practice for Manufacturing Industry
ERP Best Practice for Manufacturing Industry: 5 Steps to Get Most out of Your Business Management Software
With two decades of ERP experience, we can confidently recommend the following five best practices. After fine-tuning them during our implementation of manufacturing erp software across our ‘Defining’ & ‘Scoping’ phases, we now suggest the same approaches when businesses contact us when their initial implementation doesn’t go as planned with other providers.
As supply chains stabilize and the manufacturing industry finds its feet again — according to Deloitte research firm:
“Annual manufacturing GDP is forecast to hit 3.5 percent in 2021, up from -6.3 percent last year. 63% of executives in Deloitte’s post-election poll are showing a somewhat or very positive outlook on business”
– Deloitte
What’s more, 63% percent of executives reporting a “somewhat or very positive outlook” on the industry, with many prioritizing digital investments to improve production performance.
The result? To keep pace with changing market conditions, companies need new ways to get the most from current systems, or deploy new solutions that can deliver the productivity and performance they need. This process starts by maximizing ERP operations to ensure optimal efficiency.
Here are five ERP best practices for Manufacturing industry to boost your current business Management Software’s performance, maximize its impact and to establish a foundation for long-term growth.
1) Define Definitive Outcomes
According to a recent Forbes piece, while 60 percent of manufacturers were negatively impacted by COVID in some way, the majority of enterprise leaders reported either modest or significant growth in company revenue as they pivoted to deliver on evolving product and part demands.
But as the world slowly returns to some semblance of normal, there’s a need for manufacturers to define definitive strategies to drive ongoing success.
For ERP, this best practice is critical: While advanced tools are capable of collecting and reporting massive amounts of data, scattershot solutions won’t provide the focused outcomes required to create clear goals.
What does this mean in practice? Your company needs to define clear and concise key performance indicators (KPIs) that are continually tracked and evaluated against benchmark metrics for success.
While even a separate blog might not be enough to cover every important KPI, based on our two decades worth of experience, these are some of the important metrics that manufacturers should always monitor like:
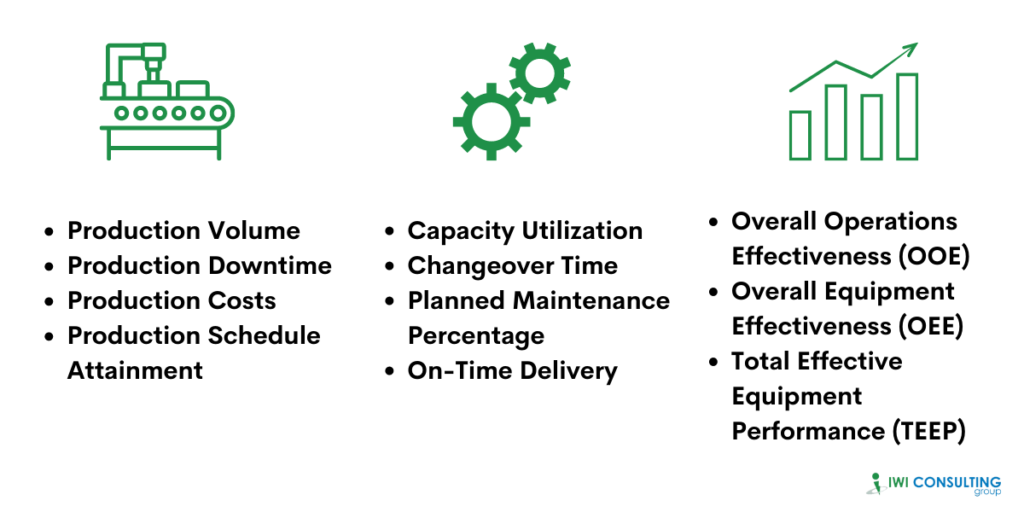
Important Manufacturing KPI’s
Check out this piece on critical KPIs Manufacturers.
2) Integrate Additional Operations
ERP systems don’t operate in isolation. Instead, they’re connected with a host of other systems across your network including CRM, inventory management and supply chain management solutions.
This informs the next of your ERP best practices for the manufacturing industry: Integrating additional operations. Does any of these sounds familiar?
- Implementing standalone accounting
- Handling inventory & production in Excel
- Managing quotes in Word
- Reporting data in Excel
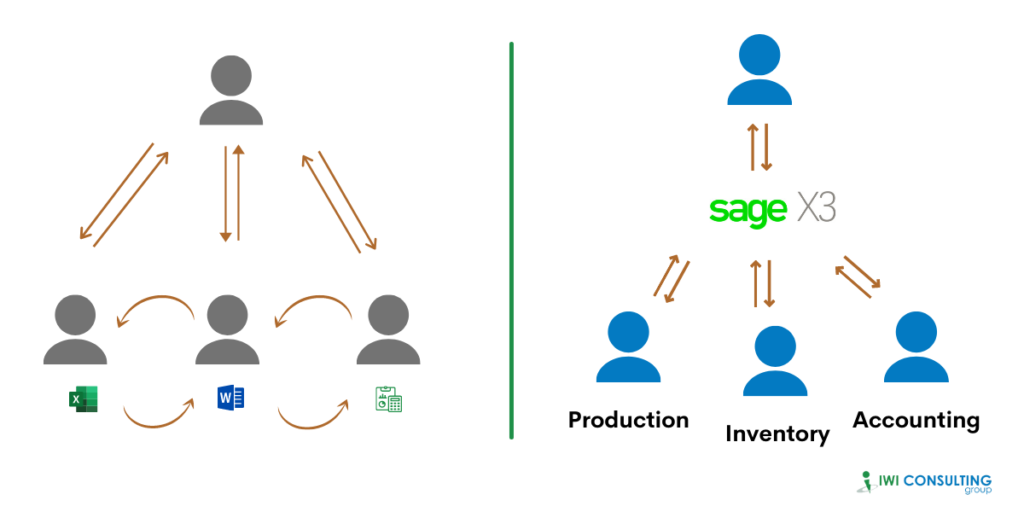
To make this possible, manufacturers must pull data from many places, often with the support of IT or by using additional man power. What’s more, effectively managing these systems often means duplicating data manually across disparate software solutions.
As a result your business is often best-served with an interconnected suite of products and solutions designed to interface without additional work from in-house staff.
Advantage of a Centralized Solution
This caveat is critical because as noted by Randstad, An HR consulting firm
“skills shortages will continue to be a challenge for manufacturing firms”
– Randstad
What does this mean in practice? Even as new job opportunities emerge in a post-pandemic world. As a result, your businesses need to streamline ERP, CRM and other interconnected operations, so available staff can spend their time on mission-critical tasks rather than dealing with manual data entry.
It’s also worth noting that by integrating advanced ERP systems you can reduce human error, limit task duplications, streamline reporting/analytics and create a single source of truth for manufacturing processes.
With Separate platforms, manual and siloed working, Kookaburra, Australian based cricket ball manufacturer was working from four different platforms in different borders and currencies.
When they adopted a platform capable of consolidating it into a single, integrated solution as well as accommodating their complexity of borders and currencies in fragmented systems, they got a single source of truth which vastly improved their efficiency. These new efficiencies have opened the door for new growth opportunities as well.
You don’t need to integrate every service simultaneously, as it may increase overall implementation costs; instead, opt for required modules as needed.
We tackle this approach in more detail below in Section-5 under: “Avoid Legacy Limitations”.
3) Deliver on Big Data
If you’re heading out for a day with family and friends, it’s always worth checking the forecast to help predict what might happen and make sure you’re prepared. The same is true for manufacturing — companies are now looking for ways to tap emerging trends and forecast production goals to avoid inclement operational outcomes. Which is no possible without enough data.
Speaking of data, it’s now critical to deploy ERP solutions capable of collecting, correlating and applying data sources at scale. This is no easy task as the volume and variety of data sources rapidly expands — according to Industrial Internet of Things (IIoT), A leading platform focused on Industrial IoT Topics:
“77 percent of manufacturers already have an industrial Internet of things (IIoT) solution in place”
– IIoT
Here’s why: The volume, velocity and variety of data is rapidly growing as companies deploy tools and technologies capable of monitoring and managing information interaction at scale. Leveraged effectively, this data can address critical business issues and help inform manufacturing forecasting — but many traditional software solutions simply can’t handle the sheer amount of data required.
In addition, many traditional or legacy solutions are made up of disparate sensors, devices and end points, that make it easy for enterprises to lose track of critical data sources or find themselves faced with a host of unstructured information they’re not sure how to effectively leverage.
Here, manufacturers need data warehouse infrastructure capable of capturing information from multiple systems and devices, combined with business intelligence (BI) solutions that can analyze data to deliver actionable results such as tracking every aspect of production, performance and output across your organization, in turn helping your team to quickly identify and remediate specific pain points.
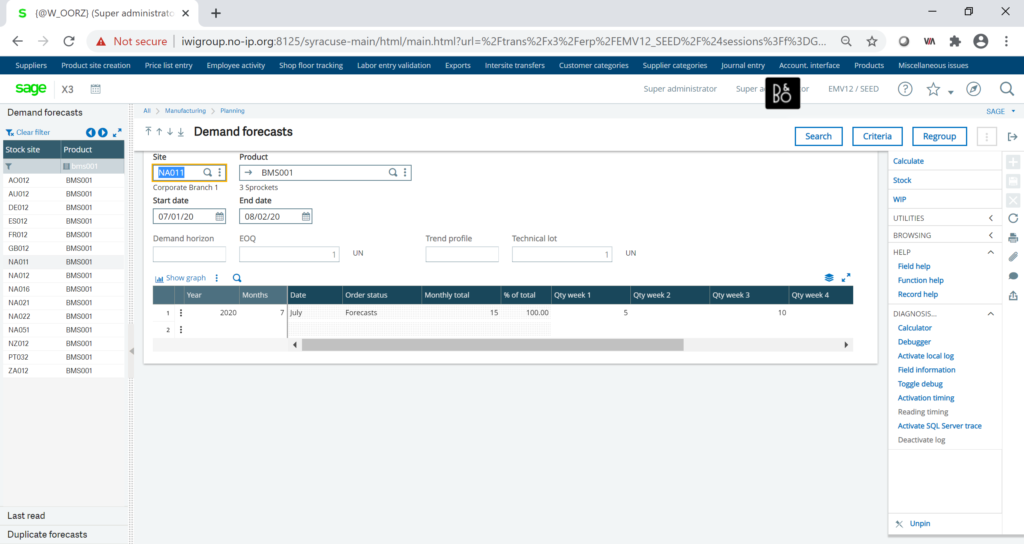
Forecasting in Sage X3
Also an end to end business management solution like Sage X3 makes it possible to store key data and then leverage it for reporting/analytics/KPI, especially when paired with solutions such as SEI: Sage Enterprise Intelligence. SEI can also tie into multiple data bases as needed if a company is using specific legacy solutions they can’t leave behind.
By making the most of manufacturing big data, you can turn data points into reports, look for trends from your KPI’s, and slice and dice them for more insights that you might have missed otherwise.

Sage Enterprise Intelligence
Starborn Industries, a New Jersey based discrete manufacturer didn’t have very good inventory information as to exactly where the inventory was and what condition it was in.
They have integrated business processes and delivered on business intelligence, which reduced their man-hours, delivered better inventory tracking, improved customer satisfaction and set the stage for continual growth.
4) Ensure IT infrastructure Security
Fifty percent of manufacturing firms experienced a data breach or cyberattack in the past 12 months. As a result, it’s critical for your company to ensure ERP security is up to the task — the loss of schematic, production or intellectual property data could prove disastrous for both your reputation and your revenue.
In this case, best practices focus on finding the right combination of tools and technologies to blunt attacker efforts. These include regular system updates, robust virus protection, enhanced password security, ongoing employee training and the switch to cloud-based ERP solutions that offer substantive data encryption along with regular backups to reduce the risk of data loss or theft.
Along with this, we recommend:
1) Implementing reliable backups:
If you’re using cloud, have one back up locally and if you’re using a legacy solution, then have at least one back up in cloud. This ensures that data is available in more than 1 place.
In addition, ensure you have regular backup processes in place. If you lack the internal IT support to accomplish this in-house, find a reputable service provider to help bridge the gap.
2) Get a VPN:
Use a vendor-based virtual private network (VPN) to encrypt all communications and ensure attackers aren’t able to carry out eavesdropping or man-in-the-middle attacks.
We recommend doing your research — not all VPNs are created equal, and many free VPN services don’t offer the same level of protection as their for-pay counterparts.
3) Deploy anti-virus:
Ensure you’re deploying robust anti-virus tools capable of detecting and preventing common malware, phishing and ransomware attacks.
It’s also a good idea to deploy tools that include runtime application self-protection (RASP) functionality to help stop attacks before they start
4) Train staff to prioritize security:
Finally, make sure you’re training staff to recognize the signs of suspicious activity. This includes phishing emails that ask for personal or account details, along with attachments or links from sources they don’t recognize.
Best bet? Implement a “see something, say something” policy that encourages staff to see security as a shared responsibility.
5) Avoid Legacy Limitations
Last on our list of ERP best practices for companies? Legacy tools. These tools remain common place for many companies, including manufacturers. As noted by Tech Republic, A leading online tech publishers, who advices on best practices and tools of IT: Just 12 percent of enterprises said they had fully transitioned to modern IT tools and 86 percent are still using at least one legacy tool.
“The survey found that 86% of enterprises still use at least one legacy tool and just 12% had fully transitioned to modern monitoring tools.”
For many manufacturers, existing ERP systems remain in place because they’re part of larger, familiar frameworks and because firms worry about what will happen if they attempt to integrate new tools.
Ideally operations are uninterrupted, but what happens if new solutions prove difficult or complex to deploy? In the best-case scenario your business loses days or weeks of production performance — in the worst-case option, new tools must be rolled back to legacy systems.
Here, ERP best practices for the manufacturing industry focus on deploying tools capable of working alongside existing legacy solutions where possible to help your company avoid common operational conflicts.
Cloud-based ERP offerings are often the best choice for businesses looking to avoid legacy limitations without completely gutting current frameworks — scalable and agile, cloud solutions make it possible to integrate what you need, when you need it.
If cloud solutions are too expensive for immediate adoption, or if you’re worried that they may increase costs and require additional man power for migration, we suggest choosing a new solution that lets you move critical functions first, and then follow-up with custom integrations when reliable ROI has been established.
Hega Hogar, a leading thermoplastic manufacturing company based in Spain relied on legacy technology and faced the risk of moving complex processes over to a new system.
But after they gained a new, consolidated view of operations by moving away from legacy systems, they were able to make better decisions across their organization, from design to delivery, in turn making them a more efficient and competitive business.
Here at IWI Consulting, along with Business Software Implementation and IT support we also provide Sage Software Integration with other applications across various platforms for real time sync, to increase productivity and to simplify your day-to-day operations.
Here are some tools that we integrated
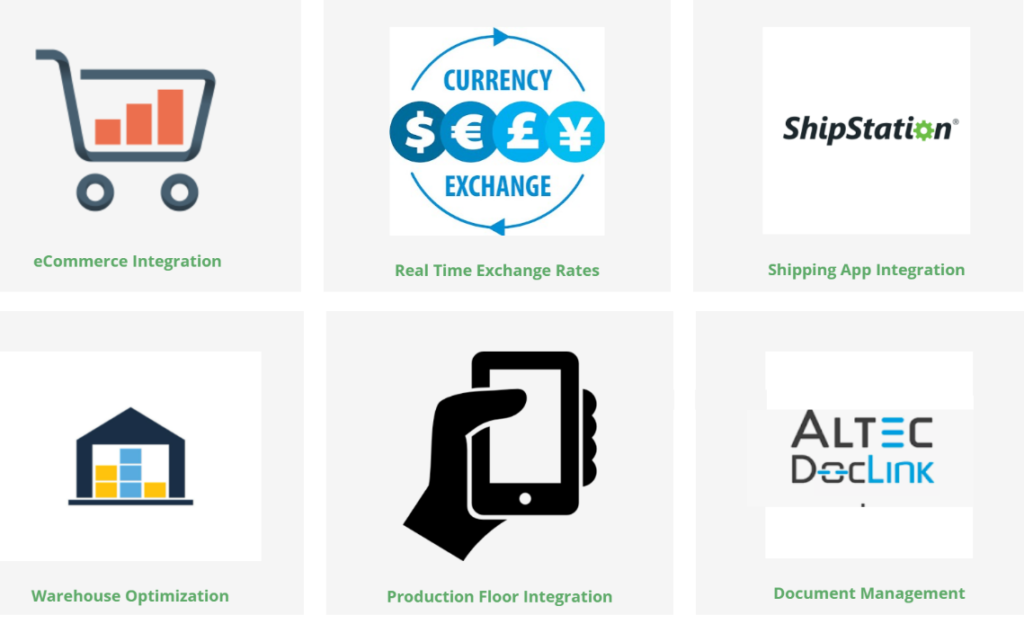
Custom Integration by IWI Consulting
Embrace the Benefits of ERP Best Practices for the Manufacturing Industry
Effective and efficient ERP is essential to capitalize on rebounding markets and ensure your business isn’t left behind. Embrace the biggest benefits of ERP by deploying best practices — start with critical outcomes, build in new functions, bring in big data, don’t skimp on security and don’t get stuck with legacy limitations.
Need to get more out of your current solution, discover where it’s holding you back or wondering how Sage ERP can help? Connect with one of our consultants and let us help you find your best fit.
Ready to make the most of your manufacturing ERP? Get started with our ERP checklist.
Contributed By:
 Doug Bonderud is an award-winning writer with expertise in technology, innovation and the human condition — his ability to create readable, relatable articles from diverse Web content is second to none.
Doug Bonderud is an award-winning writer with expertise in technology, innovation and the human condition — his ability to create readable, relatable articles from diverse Web content is second to none.

Sean Fraser, IWI Consulting’s Account Manager has extensive knowledge of Sage X3, Intacct and 300Cloud offerings and how their effective integration can help companies boost revenue.